私たちのウェブサイトへようこそ!






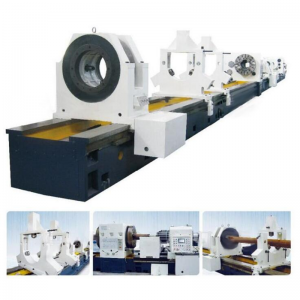
深穴プルボーリング盤、シリンダープルボーリングマシン TLS2210A/TLS2220B
ビデオ表示
機能説明
加工要件に応じて、機械はワークピースのモッドを固定し、切削工具を回転させて送り、切削クーラントが油圧ヘッドを介して切削領域に入り、切削領域を冷却して潤滑し、金属片。
加工精度:プルボーリング時:穴径精度IT8~10。表面粗さ(切削工具関連):Ra3.2。
マシン TLS2220B の加工効率: スピンドル速度: 切削工具の構造と被削材によって決まりますが、一般的には 50 ~ 500r / 分です。
送り速度:加工条件に応じて決定されますが、一般的には40〜200mm /分です。
中ぐり加工時の最大取り代:切削工具の構造、材質、被削材の条件によって決まりますが、一般的には14mm(直径)以下です。
油圧ヘッドはサーボモーターによって駆動され、セルフロックを実現できます。油圧ヘッドがパイプの端面に近い場合、ジャッキ力は調整可能であり、ラックの損傷を避けるために最大のジャッキ力保護が提供されます。油圧ヘッドは、高速と低速の動きを実現できます。油圧ヘッドにはコントロールパネルが装備されており、その上に高速と低速の制御ボタン、およびワークサポートの締め付けと緩めのボタンも付いています。
油圧ヘッドの外観を次の写真に示します。


ワークの振れ止め:ワークのクランプは油圧式で実現。振れ止めは手動で移動でき、ワークの長さに応じて位置を調整でき、ハンドルはベッド本体の側面にあります。キャリッジにはロック機構が付いています。



技術パラメータ
| TLS2210A | TLS2220B | ||
| 作業能力 | ボーリング径範囲 | Φ40~Φ100mm | Φ40~Φ200mm |
| 最大。引きボーリング深さ | 1~12m | 1~12m | |
| 最大。クランプ径ワークの | Φ127mm | Φ250mm | |
| スピンドル | 主軸中心からベッドまでの中心高さ | 250mm | 450mm |
| スピンドルボア径 | Φ130mm | Φ100mm | |
| スピンドル速度の範囲 | 40~670rpm 12種類 | 80~500rpm、4段ギア、ギア間無段変速 | |
| 餌 | 送り速度範囲 | 5~200mm/分 | 5~500mm/分、無段階 |
| キャリッジの早送り速度 | 2m/分 | 4m/分 | |
| モーター | ヘッドストックのメインモーターパワー | 15KW | 30KW、周波数変換モーター |
| 送りモーター動力 | 4.5KW、ACサーボモーター | 4.5KW、ACサーボモーター | |
| 冷却ポンプの動力 | 5.5KW | 7.5KW×3(1台予備) | |
| その他 | ベッド幅 | 500mm | 600mm |
| 冷却システムの定格圧力 | 0.36MPa | 0.36MPa | |
| 冷却系の流れ | 300L/分 | 200,400L/分 | |
ここにあなたのメッセージを書いて、私たちに送ってください