高い真直度 ± 0.05/2125mm ボーリング穴の要件
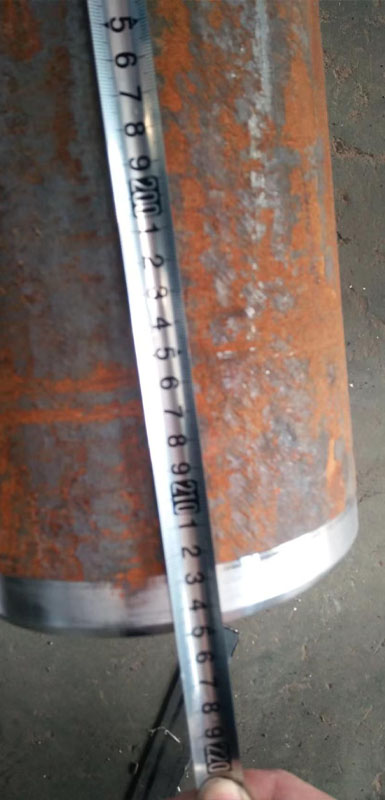
2019 年 12 月、韓国のお客様から深穴ドリルおよびボーリング マシンについて問い合わせがあり、ドリル穴の直径が 90 mm で、仕上げボーリング後の穴の直径が 97.5 mm であることが要求されました。ワークの長さは2125mmです。ただし、加工後の内側の穴の真直度の要件は非常に高く、全長で±0.05に達する必要があります。お客様はホーニング加工を受け入れません。顧客の高い真直度の要件に応じて、顧客の要件に応じて 45# 鋼材で 2 つのワークピースを準備することをお勧めします。穴あけ加工と熱処理に時間がかかるため、お客様には当社にご来店いただき、加工精度の確認と、仕上げ中ぐり加工と仕上げ加工の最後の2工程での最終真直度の検出をお願いしております。機械加工後の穴の真直度の試験方法は、外面を真直度の基準まで研磨した長さ 500mm の標準試験棒を作成することであり、この標準試験棒の外径が 97.43mm である場合、この標準スティックは穴をスムーズに通過できます。これは、穴の精度が要件に達していることを意味し、顧客はこの措置を受け入れます。最後に、当社の深穴ドリルおよび中ぐり盤 T2120 / 3000mm でテスト パーツを加工した後、真直度の精度が認定されました。顧客はマシンを正常に注文し、2020 年 5 月に納品しました。