


深穴掘削・中ぐり盤
-

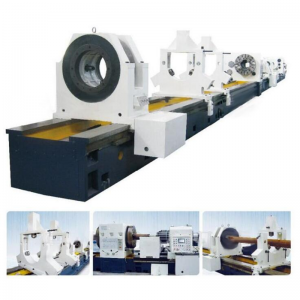
深穴ドリルおよびボーリングマシン、シリンダードリルおよびボーリングマシン TQ2180
TQ2180 は、大きな直径の大きなワークピースの穴あけ、中ぐり、トレパニングの機能を実行できるシリンダー穴あけおよび中ぐり盤です。作業中、ワークはゆっくりと回転し、切削工具は高速で送ります。BTAチップ除去は穴あけ中に使用され、切削液によるボーリングロッド内部の金属チップ除去はボーリング用です。
-

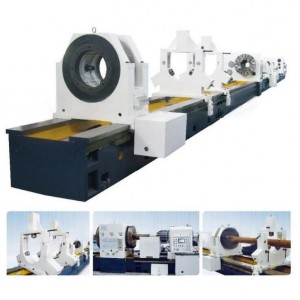
大型深穴ボール盤・ボーリングマシン、シリンダーボーリングマシン T21100/T21160
T21100/T21160シリーズは、大径ワークの穴あけ・中ぐり・トレパニングに対応できる深穴加工機です。作業中、ワークはゆっくりと回転し、切削工具は高速で送ります。BTAチップ除去は穴あけ中に使用され、切削液によるボーリングロッド内部の金属チップ除去はボーリング用です。
-

円筒穴あけ・中ぐり盤、深穴・中ぐり盤 T2180/T2280
T2180 は、大きな直径の大きなワークピースの穴あけ、中ぐり、トレパニングの処理機能を実行できる大きなシリンダー穴あけおよび中ぐり盤です。作業中、ワークはゆっくりと回転し、切削工具は高速で送ります。BTA切屑除去工法は、ボーリング用切削液によるボーリングロッド内の穴あけ・前方金属切粉除去に用いられます。
-

深穴中ぐり盤、円筒中ぐり盤、T21シリーズ(T2110/T2120/T2136/T2225/T2236)
このシリーズの機械は、シャフト部品(油圧シリンダー、エアシリンダー、鋼管、穴あけ工具など)の中心穴の穴あけ、中ぐり、転造に適しています。穴あけはBTA加工法を採用。PLC 制御システムとタッチ スクリーン;オイルプレッシャーヘッドのロータリーシールは、新設計のオイル漏れ防止構造を採用し、切削工具のバーの振動を効果的に吸収できます。冷却システムには、地上にオイルタンクが装備されています。
-

大型円筒ボール盤 T21100/T21160
T21100/T21160シリーズは、大径ワークの穴あけ・中ぐり・トレパニングに対応できる深穴加工機です。作業中、ワークはゆっくりと回転し、切削工具は高速で送ります。BTAチップ除去は穴あけ中に使用され、切削液によるボーリングロッド内部の金属チップ除去はボーリング用です。
-

深穴プルボーリング盤、シリンダープルボーリングマシン TLS2210A/TLS2220B
この機械は、長くて細いパイプをボーリングするために特別に使用されます。ワーク回転(主軸台のスピンドル穴を通過)の加工モードを採用し、切削工具バーは固定され、送り動作専用です。ボーリング加工時、油圧ヘッドにより切削油を供給し、切りくずを前方に排出します。切削工具送りはACサーボ駆動方式を採用し、無段階の速度調整を実現。ヘッドストックは多段ギア変速を採用し、幅広いスピードレンジを実現。油圧ヘッドとワークのクランプにはメカニカルロック装置を採用。
-

円筒中ぐり盤、深穴中ぐり盤 T2150/T2250シリーズ
T2150 深穴ドリルおよびボーリング マシンは、重い工作機械です。ボーリング中はテーパープレートでワークを位置決めし、穴あけ中は三ツ爪チャックでワークをクランプします。油圧ヘッドはスピンドル構造を採用し、軸受性能と回転精度を大幅に向上。ガイドウェイは、深穴加工に適した高剛性構造を採用し、大きな支持力と優れたガイド精度を備えています。ガイドウェイは焼入れ処理済みで耐摩耗性に優れています。工作機械には、穴あけ、ボーリング、ローリング、トレパニングの機能があります。シャフト部品のセンター穴加工に適しています。簡単な操作のためにPLC制御システムとタッチスクリーンが採用されています。冷却系には地上オイルタンクを採用。
-

TSK21200 CNC 重型深穴ドリルおよびボーリング マシン、シリンダー ボーリング マシン
この機械は、大口径の重量部品の深穴のドリル、中ぐり、トレパニングを完了することができる深穴加工機です。最大穴あけ径Φ210mm、最大トレパニング径Φ500mm、最大ボーリング径Φ2000mm、長さ25m以下のワークに適しています。
-
石油ドリルコラー専用深穴加工機 ZSK21シリーズ
ZSK2110B CNC 深穴ボール盤は、BTA チップ除去を採用して、小径の深穴ワークピースを掘削し、石油ドリル カラー ワークピースに非常に適しています。本機の最大の特徴は、油圧ヘッドに近いワークの前端をダブルチャック、後端を環状振れ止めでクランプすることです。
-

深穴加工機・中ぐり盤 シリンダー中ぐり盤 T2150/T2250シリーズ
T2150 深穴ドリルおよびボーリング マシンは、重い工作機械です。ボーリング中はテーパープレートでワークを位置決めし、穴あけ中は三ツ爪チャックでワークをクランプします。油圧ヘッドはスピンドル構造を採用し、軸受性能と回転精度を大幅に向上。ガイドウェイは、深穴加工に適した高剛性構造を採用し、大きな支持力と優れたガイド精度を備えています。ガイドウェイは焼入れ処理済みで耐摩耗性に優れています。
-

シリンダードリルおよびボーリングマシン、深穴ドリルおよびボーリングマシン T2163
T2163はワークの深円筒穴加工専用機です。さまざまな種類の機械のスピンドル、さまざまな種類の油圧シリンダーやシリンダーなど、ワークピースの貫通穴、止まり穴、段付き穴の穴あけ、中ぐり、トレパニングに最適です。穴あけ・中ぐりだけでなく、転造・トレパニングも可能です。穴あけ加工には内削り(BTA)チップ方式を採用し、中ぐり・トレパニングには外面切粉除去方式を採用しています。
-
石油のドリルつばのための深い穴の訓練およびボーリング機械
ZSK2110B CNC 深穴ボール盤は、BTA チップ除去を採用して、小径の深穴ワークピースを掘削し、石油ドリル カラー ワークピースに非常に適しています。本機の最大の特徴は、油圧ヘッドに近いワークの前端をダブルチャック、後端を環状振れ止めでクランプすることです。











